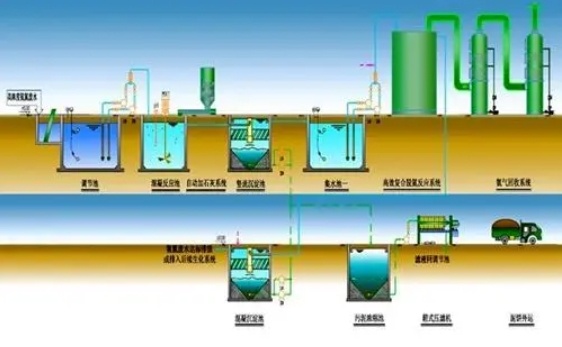
针对稀土、有色、钢铁等行业高浓度氨氮废水,开发废水处理新型产业化技术与关键设备,废水中>99%氨氮通过资源化回收制备试剂级高纯氨水(>16%),脱氨氮后废水中氨氮浓度降至10mg/L以下,可直接排放或回用,废水中其他污染物如重金属离子可实现同步资源化回收。核心关键技术包括药剂强化热解络合精馏技术;高通量、低阻降、高分离效率、抗结垢新型塔内件;耐高温、高碱阻垢剂;精馏脱氨工艺优化与集成,全过程自动化控制;仲钨酸铵(APT)生产过程中氨资源循环利用技术等。该成果获2016年环保部科技进步一等奖,已在钨、钼、稀土、电池材料等行业60项工程中得到广泛应用。